A importância do resfriamento no processo de moldagem por injeção
Examinar o processo de moldagem por injeção revela que a maior parte do tempo do ciclo é dedicada ao resfriamento da peça. Frequentemente responsável por dois terços do tempo total do ciclo, o estágio de resfriamento do processo pode ter uma influência significativa na qualidade da peça. Além disso, é a etapa mais benéfica para otimizar e melhorar para reduzir o tempo de ciclo. No entanto, muitas vezes o layout de resfriamento é um dos últimos aspectos do projeto do molde a ser abordado. O resfriamento deve ser projetado de acordo com a funcionalidade do molde (corrediças, articulados, sistema de ejeção) e não deve comprometer a integridade estrutural do molde. Simular o estágio de resfriamento pode ajudar o projetista a entender o que está acontecendo dentro do molde e determinar como e se o projeto do molde pode ser melhorado.
Um molde de injeção é essencialmente um trocador de calor. O plástico fundido introduz calor no molde e o refrigerante extrai o calor do molde. A taxa na qual esse calor pode ser extraído da peça de plástico depende de vários fatores: a resina plástica usada, a geometria da peça, o material do molde, a colocação da linha de resfriamento e as condições do refrigerante. Esses diferentes fatores precisam ser considerados coletivamente para entender a melhor forma de resfriar a peça e atingir um tempo de ciclo aceitável.
O objetivo ao projetar um layout de resfriamento é resfriar a peça o mais uniformemente possível. A maioria dos projetistas de moldes tenta conseguir isso concentrando os circuitos de resfriamento em áreas de alta carga de calor e reduzindo o número de circuitos em áreas de baixa carga de calor. Os projetistas de moldes também incorporarão inserções de alta condutividade em áreas onde possam sentir que não podem obter resfriamento adequado.
As ligas e metais como cobre berílio ou alumínio têm uma condutividade térmica muito maior do que os aços para ferramentas tradicionais. O uso desses aços de condutividade mais alta pode ajudar a manter uma temperatura de molde mais baixa sem a necessidade de linhas de resfriamento concentradas. Um equilíbrio entre desempenho da peça, resfriamento ideal e custo deve ser obtido.
Como a simulação pode ajudar?
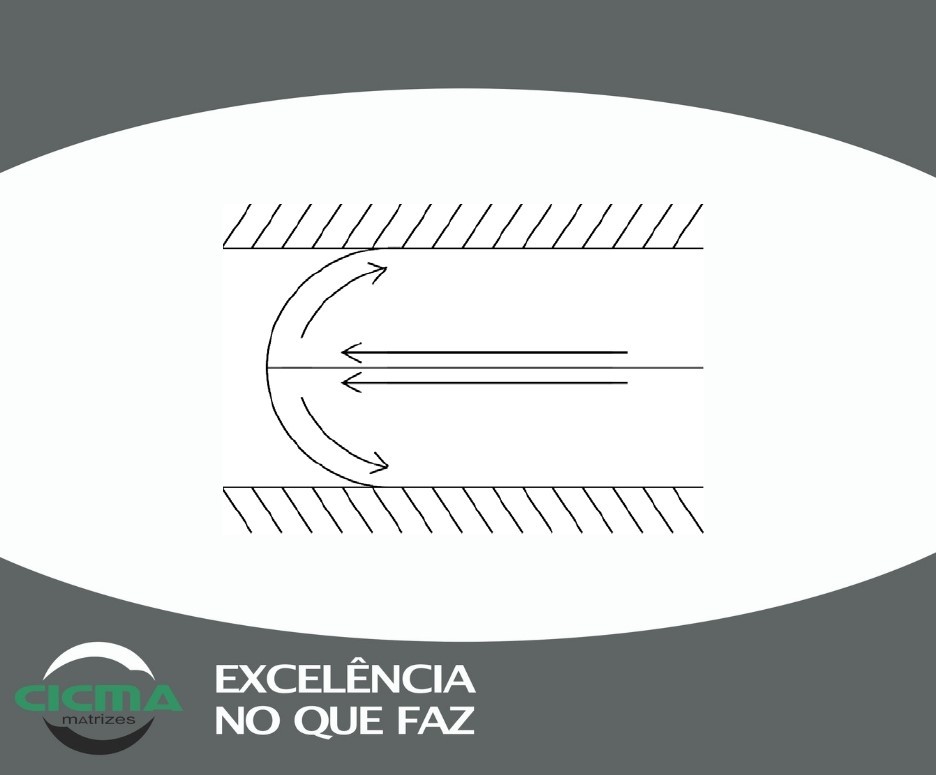
Uma vez que o projeto inicial do molde e o layout de resfriamento tenham sido estabelecidos, é importante maximizar a transferência de calor entre a peça e o molde. Com todos os outros parâmetros fixos, o fator mais importante para determinar quanto calor pode ser extraído pelo refrigerante é a taxa de fluxo através dos circuitos de resfriamento. Para maximizar essa transferência de calor, a taxa de fluxo deve ser turbulenta. Os engenheiros usam um número adimensional chamado número de Reynolds (Re), para ajudá-los a determinar quando o fluxo passou do regime laminar para o regime turbulento. O número de Reynolds é diretamente proporcional à taxa de fluxo e densidade do refrigerante e é inversamente proporcional à viscosidade do refrigerante.
Então, o que está impedindo um moldador de simplesmente empurrar o máximo possível de refrigerante através de um molde? A resposta é pressão. À medida que a vazão aumenta para um circuito de resfriamento, a pressão necessária para manter essa vazão também aumenta e isso requer maior potência de bombeamento. Esse consumo extra de energia pode reduzir as margens de lucro, ao mesmo tempo em que oferece um benefício mínimo. Portanto, a vazão e a pressão precisam ser consideradas juntas para ajudar a determinar as condições ideais do refrigerante.
Mesmo com um layout de resfriamento e construção de molde otimizados, a geometria e o material da peça podem não permitir que o tempo de ciclo desejado seja alcançado. Da teoria básica de moldagem por injeção sabemos que o tempo de ciclo é diretamente proporcional ao quadrado da espessura da peça, e é inversamente proporcional à difusividade térmica da resina.
Isso significa que, se a espessura da parede da peça for dobrada, o tempo de ciclo esperado será quadruplicado. Isso também significa que o polímero escolhido pode influenciar o tempo de ciclo. Embora o tempo de ciclo não seja uma alta prioridade ao decidir qual material é melhor para a aplicação, muitas vezes existem várias resinas que atendem aos requisitos de desempenho. Aditivos como talco, fibras de vidro ou fibra de carbono podem influenciar as propriedades térmicas da resina base e permitir que a resina esfrie mais rapidamente. A consciência do comportamento térmico das diferentes resinas pode significar a diferença entre cumprir ou não o tempo de ciclo indicado.
Se você tem dúvidas sobre o projeto de moldes de injeção em plástico, a Cicma Matrizes fabrica uma grande variedade de moldes de injeção, como recipientes, tampas, peças automotivas, brinquedos, peças de eletrodomésticos, ferramentas, produtos da linha médico hospitalar, e uma grande quantidade de itens de nosso cotidiano.
A Cicma Matrizes é uma ferramentaria especializada em fabricar moldes de injeção em plástico há mais de 22 anos. Se você quiser saber mais sobre como podemos projetar e construir um molde de injeção para o seu projeto, entre em contato pelo telefone (54) 3283-4477 ou envie-nos um e-mail para cicma@cicma.com.br.